目前,在國家大力推行裝配式建筑和鋼結(jié)構(gòu)的背景下,鋼結(jié)構(gòu)在建筑領(lǐng)域發(fā)展十分迅速。特別是在大跨度結(jié)構(gòu)和造型獨特的建筑中,鋼結(jié)構(gòu)得到了廣泛的應(yīng)用。本文主要以長沙黃花綜合保稅區(qū)北卡口工程為實例,來闡述一種雙曲拱形相貫節(jié)點單層鋼管網(wǎng)殼結(jié)構(gòu)施工技術(shù)。本文著重介紹北卡口網(wǎng)殼的分塊情況
、支撐胎架布置情況
、地面拼裝和高空定位的精度控制方法
、支撐胎架的卸載方法及卸后結(jié)構(gòu)變形情況
。北卡口網(wǎng)殼按照此施工技術(shù)順利完成,質(zhì)量和工期均滿足要求
,卸載后變形情況和理論相吻合
。這為雙曲拱形相貫節(jié)點單層鋼管網(wǎng)殼結(jié)構(gòu)的類似工程施工提供一定的經(jīng)驗和實踐依據(jù)
。
雙曲拱形相貫節(jié)點單層鋼管網(wǎng)殼結(jié)構(gòu)施工技術(shù)
工程背景
長沙黃花綜合保稅區(qū)位于湖南省長沙市黃花機場附近。北卡口為其“門戶”工程
,造型似“飛機”
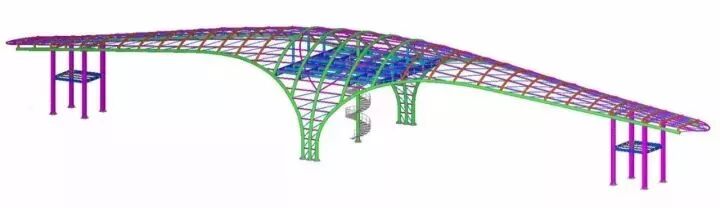
。上部主要采用單層網(wǎng)殼結(jié)構(gòu)形式
,網(wǎng)殼形狀為雙曲拱形,連接節(jié)點為相貫焊接節(jié)點
。上部網(wǎng)殼“兩翼”搭設(shè)在下部兩側(cè)箱型墩柱上,截面形式為400*16
,網(wǎng)殼“中部”設(shè)置為觀光鋼平臺,觀光鋼平臺下部設(shè)置旋轉(zhuǎn)鋼樓梯
。北卡口高度約14m,鋼網(wǎng)殼主要截面形式為Φ400*20
、Φ273*16
、Φ159*10、Φ102*7
;材質(zhì)均為Q345B。
|

|
|
效果圖
|
|
|
|
結(jié)構(gòu)三維圖
|
|

|
|
現(xiàn)場總成圖
|
北卡口造型復(fù)雜并要求一個月內(nèi)完成主體結(jié)構(gòu)施工,工期壓力大
;結(jié)構(gòu)形式為雙曲拱形網(wǎng)殼結(jié)構(gòu),國內(nèi)罕見
,部分桿件須雙向彎曲,加工難度大
;網(wǎng)殼采用相貫線焊接節(jié)點
,對施工要求精度高
,現(xiàn)場安裝難度大
。
網(wǎng)殼結(jié)構(gòu)一般采用高空散裝法、分條或分塊安裝法、滑移法 、整體吊裝法、整體提升法、整體頂升法
、折疊展開式整體提升法。
考慮到現(xiàn)場實際情況,北卡口網(wǎng)殼只能采用高空散裝法或者分塊吊裝法。
高空散裝法:能夠提供較廣的作業(yè)面、單根桿件精度調(diào)節(jié)方便、起重設(shè)備選用型號較?div id="4qifd00" class="flower right">
、焊接變形難控制
、且工期難以保障
。
分塊吊裝法:高空作業(yè)較少、地面上焊接變形容易控制、工期可以得到保障;但是拼裝時精度要求高、起重設(shè)備選型較大、分塊吊裝時高空定位難度較大。
綜合考慮到工期、成本及精度控制等因素,采用分塊吊裝法進行北卡口施工最為合適。整體施工思路為先吊裝兩側(cè)箱型墩柱,然后分塊吊裝上部網(wǎng)殼結(jié)構(gòu),之后吊裝中部“觀光平臺”。
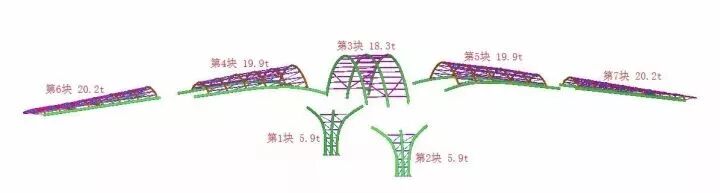
網(wǎng)殼分塊及支撐胎架布置
根據(jù)北卡口的獨特形式,現(xiàn)將其上部網(wǎng)殼分為七塊進行吊裝。塊與塊之間吊裝完成后立即進行之間的補缺桿件吊裝。
· 支撐胎架布置
根據(jù)現(xiàn)場實際情況,在各塊交接處布置如下圖所示的8個支撐胎架與兩側(cè)箱型墩柱組成施工支撐體系。經(jīng)計算,支撐胎架四周立桿為Ф102*8的無縫鋼管,立桿間聯(lián)系桿件為Ф80*6的無縫鋼管
,上部采用18號工字鋼制作支撐平臺
。支撐平臺段也作為支撐胎架標(biāo)高調(diào)節(jié)段
。
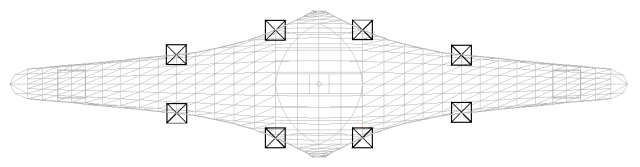
支撐胎架平面布置
現(xiàn)場施工技術(shù)
· 材料進場
|

|
|
構(gòu)件進場驗收
|
北卡口結(jié)構(gòu)形式獨特,為雙曲拱形鋼網(wǎng)殼結(jié)構(gòu)
,節(jié)點形式為相貫節(jié)點
。工廠構(gòu)件加工采用冷彎弧技術(shù)和相貫線切割技術(shù),構(gòu)件的加工精度直接影響了現(xiàn)場的安裝質(zhì)量
。故北卡口構(gòu)件工廠加工階段
,項目部安排專人進行駐廠
,所有構(gòu)件出廠時均經(jīng)檢驗合格
。進場時現(xiàn)場按照一定比例進行進場驗收。構(gòu)件進場驗收時重點關(guān)注構(gòu)件的尺寸大小、漆膜厚度
、相貫線切割精度
、彎曲精度(矢高)。構(gòu)件進場后
,按編號進行分類碼放,并注意成品保護
。
· 地面拼裝
地面拼裝是整個網(wǎng)殼結(jié)構(gòu)施工過程中,質(zhì)量控制最方便的一道關(guān)鍵性工序 。本工程采用原位拼裝方法,地面拼裝流程簡述如下:
(1)測量放線
根據(jù)圖紙進行坐標(biāo)換算得出每個分塊網(wǎng)殼的水平投影坐標(biāo),之后利用全站儀放出各個節(jié)點的具體位置,要求偏差不小于1mm
,并在地面上做好十字形標(biāo)記
,最外側(cè)可稍微外放預(yù)留焊接收縮余量。此外
,為了避免儀器系統(tǒng)誤差
,要求每次放線時室外氣候和溫度基本相同
,且每個分塊網(wǎng)殼放線作業(yè)必須一次成型,不允許在轉(zhuǎn)換不同測站后重新放線
。
(2)拼裝胎架搭設(shè)
根據(jù)全站儀放出的各個分塊網(wǎng)殼的水平投影位置,在其上部搭設(shè)各個分塊網(wǎng)殼的拼裝胎架 ,拼裝胎架采用20a工字鋼制作成倒T型拼裝胎架
。然后根據(jù)坐標(biāo)換算后的各個節(jié)點的標(biāo)高
,在拼裝胎架上部焊接支撐牛腿
,并采用L50*5的角鋼進行拼裝胎架加固
,防止拼裝胎架傾覆
。拼裝胎架支撐牛腿標(biāo)高的控制是決定分塊網(wǎng)殼各桿件相對位置的關(guān)鍵性因素,在拼裝胎架全部搭設(shè)完成必須進行整體復(fù)核驗收
。
|

|

|
|
測量放線
|
拼裝胎架搭設(shè)
|
(3)桿件拼裝
根據(jù)深化圖紙和拼裝胎架搭設(shè)的位置 ,配合線錘進行桿件的拼裝
,先拼裝主桿件
、后拼裝次桿件
,節(jié)點的中心偏差不大于2mm。待主桿件拼裝定位完成后
,立即用馬板將桿件和拼裝胎架進行固定,確保緊固后方可進行下一根主桿件拼裝
。然后
,采用鋼卷尺在主桿件上標(biāo)記出次桿件安裝位置,并配合線錘
、水準(zhǔn)儀進行平面位置和標(biāo)高調(diào)整
;調(diào)整完成之后將次桿件與主桿件進行點焊固定。
(4)相貫線焊接
待每個分塊網(wǎng)殼拼裝完成后,并經(jīng)復(fù)查尺寸、坡口等情況合格后,即可進行相貫線焊接工序。焊接順序為先焊接變形較大的桿件、后焊接變形較小的桿件,先焊中間再焊兩邊,先焊焊縫小的部位再焊焊縫多的部位,先焊受力大的桿件再焊受力小的桿件,先焊受拉桿件再焊受壓桿件,先焊大管徑桿件再焊小管徑桿件。對于主桿件對接焊,采用雙人對稱焊接。
|

|

|
|
桿件拼裝
|
相貫線焊接
|
(5)焊縫檢測
焊接完成24小時后,進行焊縫超聲波探傷 ,檢測焊縫內(nèi)部質(zhì)量。并采用焊縫量規(guī)檢測相貫線焊縫趾部
、根部的焊腳尺寸。正式吊裝前
,各個分塊網(wǎng)殼的焊縫質(zhì)量均檢驗合格
。
|

|

|
|
焊縫檢測
|
構(gòu)件吊裝
|
· 構(gòu)件吊裝
首先,將北卡口兩側(cè)墩柱及之間平臺鋼梁安裝完成。之后,采用全站儀放出支撐胎架搭設(shè)位置并安放支撐胎架。支撐胎架采用纜風(fēng)繩進行固定,標(biāo)高同分塊網(wǎng)殼支撐節(jié)點位置圓管最低點標(biāo)高。
采用220t汽車吊進行各分塊網(wǎng)殼吊裝。正式就位后,采用全站儀進行觀測,采用千斤頂進行坐標(biāo)細微調(diào)整,先平面位置后標(biāo)高。平面位置調(diào)整后,立即在兩側(cè)焊接馬板固定;標(biāo)高調(diào)整后,在下部加設(shè)調(diào)節(jié)鐵塊。各分塊網(wǎng)殼吊裝順序為:第1、2塊→第3塊→第4、5塊→第6、7塊,每個分塊網(wǎng)殼吊裝完成后立即采用25t汽車吊進行分塊網(wǎng)殼之間桿件的補缺吊裝。各分塊網(wǎng)殼之間定位完成之后,必須待主桿件焊接完成,次桿件打底焊接完成后方可松構(gòu)。
· 支撐架卸載
正式卸載前,進行網(wǎng)殼卸載前標(biāo)高實測。
支撐胎架卸載采用分級同步卸載,采用割刀切割分塊網(wǎng)殼下部調(diào)節(jié)鐵塊
,一次性切割量為1-2cm
。每個支撐胎架上調(diào)節(jié)鐵塊切削完成后方可進行下一次切削。現(xiàn)場過程中出現(xiàn)任何異常情況
,必須立即停止卸載
,待查明情況后再進行卸載
。
卸載完成后,立即進行網(wǎng)殼成型標(biāo)高復(fù)測。確定最終下?lián)铣潭取?/span>
仿真模擬
· 支撐胎架仿真分析
支撐胎架按集中荷載200KN進行考慮,模擬后,由應(yīng)力云圖得到支撐胎架加載后最大應(yīng)力為70.85MPa
,小于Q235B鋼材屈服強度
;最大應(yīng)力比為0.3;最大位移量3.65mm
。滿足規(guī)范和設(shè)計要求
。
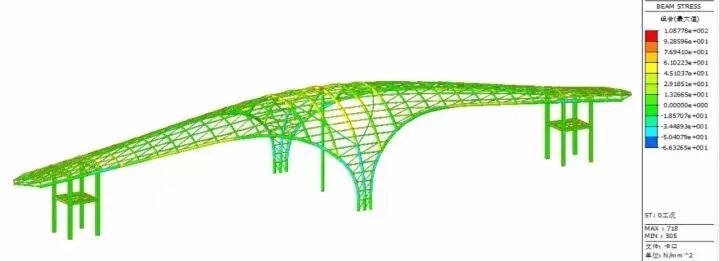
· 網(wǎng)殼卸載仿真分析
網(wǎng)殼正式卸載前采用有限元進行仿真分析,模擬支撐胎架卸載工況,計算出理論下?lián)现?div id="d48novz" class="flower left">
。由?yīng)力云圖可得知
,卸載后最大應(yīng)力為108.78MPa
,小于Q345B鋼材屈服強度
,最大應(yīng)力比為0.32,滿足要求
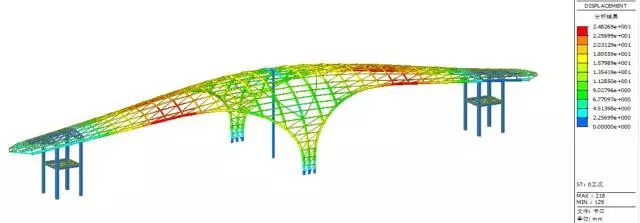
。最大下?lián)衔恢梦挥?ldquo;飛機兩翼”中部
,大小為25mm。
|
|
|
應(yīng)力云圖
|
|
|
|
位移云圖
|
網(wǎng)殼分塊及支撐胎架布置
北卡口工程經(jīng)過科學(xué)嚴謹?shù)慕M織施工,最終25天內(nèi)完成了主體結(jié)構(gòu)施工作業(yè),提前了5天完成了業(yè)主的要求
;焊縫質(zhì)量控制得當(dāng),一次性合格率達到了98%以上
;卸載后兩翼中部下?lián)献畲笾禐?3mm,與計算值25mm基本相同
,也滿足規(guī)范和設(shè)計要求
;且整個施工過程中未發(fā)生任何安全事故。
通過長沙黃花綜合保稅區(qū)北卡口雙曲拱形單層鋼管網(wǎng)殼結(jié)構(gòu)施工方法的闡述,為類似的雙曲拱形單層鋼管網(wǎng)殼結(jié)構(gòu)施工提供了一定的經(jīng)驗
。特別是對于工期要求十分緊張的雙曲拱形相貫節(jié)點單層鋼管網(wǎng)殼結(jié)構(gòu)施工
,提供了工程實例依據(jù)
。
作者:張位清 蔣衛(wèi) 陳駟鵬 饒明
來源: 建筑工程魯班聯(lián)盟


 掃一掃關(guān)注微信公眾號
掃一掃關(guān)注微信公眾號

 參觀及參展申請
參觀及參展申請 在線咨詢
在線咨詢